{kind=link}
Peugeot 183 – 1931
Une voiture d’avant guerre, la Peugeot 183. Moteur 6 cylindres 85 x 100.
Voici en détail le reconditionnement de son moteur. Le véhicule est reçu non roulant. A la demande de notre client et pour le conforter dans la nécessité de devoir reconditionner le moteur en profondeur, nous déposons la culasse sous ses yeux.
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
L’extraction n’est pas très aisée, comme assez souvent sur les véhicules d’avant guerre. Le moteur a gelé dans sa vie et un travail apparemment soigné de soudage a été fait.
.JPG)
.JPG)
.JPG)
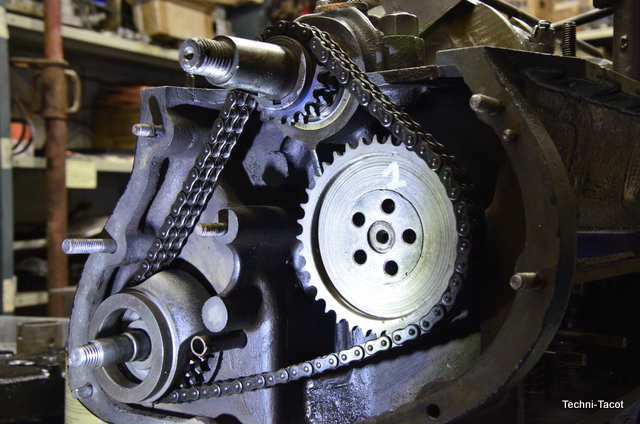
L’état du circuit de refroidissement (côté bloc moteur) : il en est de même avec le radiateur à faisceau en nid d’abeille. Pour déposer la poulie de distribution nous avions 2 solutions :
- – courrir chez le concessionnaire Peugeot du coin et louer l’arrache spécial,
- – trouver une solution comme souder 2 écrous opposés sur le corps, extraire avec un arrache traditionnel,
La seconde semblait plus performante, même si la première aurait eu le mérite de faire rire nos confrères garagistes. La distribution classique avec poulie menante (vilebrequin) en bas, l’arbre à cames à gauche, et à droite celle de la pompe à gas oil HDI pour le common rail. Pardon ! Je voulais dire pignon d’allumeur et pompe à eau.
.JPG)
.JPG)
Le mécanisme d’embrayage avec disque lisse et garnitures sur volant moteur et plateau presseur. Une photo de notre bazar pendant la phase de démontage. Malgré le désordre en apparence, les pièces sont soigneusement regroupées dans des boîtes de récup. D’ailleurs nous avons un fanclub de fournisseurs (et seuses) de boites en plastique. Nous privilégions les boîtes de bonbons Haribo surtout pour leur agréable parfum. Toute l’équipe Techni-Tacot en profite pour remercier nos membres bienfaiteurs (trices) pour leur dévouement.
.JPG)
.JPG)
Une photo de prise de notes, faisant partie des milliers de photos stockées pour permettre le remontage de chaque véhicule, chaque moteur ou pour une vérification a posteriori en cas de doute.
.JPG)
.JPG)
Quelques points de détails que nous reprendrons pour redonner l’ambiance 30’s, en supprimant colliers, fils, cosses dont l’aspect plastique jure dans ce beau compartiment moteur.
Reconstruction du moteur Peugeot 183 :
.JPG)
Dans le cas de ce moteur, c’est véritablement d’une reconstruction dont il va s’agir. Tout d’abord, après toutes les étapes de démontage, décapage, dégraissage, métrologie et de recherche de pièces, il va falloir sauver le bloc fonte. Celui-ci est fendu et fissuré à plusieurs endroits. C’est certainement le gel qui en est la principale cause. Mais les réparations sont anciennes et pas de la plus belle réussite. Des suintements continuent autour de ces zones réparées. Nous ne pouvons pas affaiblir la fonte en ressoudant à outrance ce métal trop ancien et rempli d’impurés au niveau des fisures. Aussi, nous tentons un traitement différent avec un produit trouvé aux USA et réservé à cet usage. Il s’agit d’un liquide fortement chargé en composés à base de céramiques et de liant. Le traitement consiste à injecter sous pression une quantité de ce liquide mélangé à de l’eau, dans le bloc. La pression sera de l’ordre de 1 bars. Les fissures vont laissr s’écouler le liquide et les particules véhiculées vont rester coincées car de taille supérieures aux mollécules d’eau. Progressivement les fissures font se colmater. Un second traitement est administré pour renforcer le bouchage. Comme le « ciment » est réalisé avec une base céramique + liant, il n’y a aucun risque que le produit ne se redilue dans le liquide de refroidissement et vienne colmater la pompe à eau, le faisceau de radiateur, entre autre. Le bloc se recouvre des écoulements blanchâtres dûs à la céramique.
.JPG)
Une fois le bloc de nouveau étanche, il faut réaléser les 6 fûts. Inutile (?) de rappeler la profondeur de la corrosion dans les 2 premiers cylindres. Finalement, je remets la photo de celui le plus atteint. Au passage, je rappelle que le venddeur aurait laissé entendre à notre client que le moteur était prêt à remonter, « Y a plus qu’à remettre la culasse » qu’il a dit le Mônsieur !). Aussi, voulant éviter de surcoter les autres cylindres, nous choisissons de poser 2 chemises séches. Ainsi, nous préservons la matière (les cotes suivantes) pour les futures générations qui auront peut être un jour la nécessité de refaire de nouveau ce moteur, en l’an 2100, 2200 ? Peu importe l’échéance, restaurer un moteur c’est aussi conserver et perpétrer le patrimoine industriel, français en l’occurrence. TECHNI-TACOT est fier d’avoir reçu le label Entreprise du Patrimoine Vivant. Le bloc est disposé sur l’aléseuse et les différentes passes sont donner la nouvelle cote d’alésage.
.JPG)
.JPG)
.JPG)
Les 6 nouveaux pistons. La segmentation est, encore une fois, une de nos préoccupations. Nous imposons des segments racleurs à double lèvre et de type à ressort. Les guides de soupapes sont remplacés et il faudra non seulement refabriquer les 12 soupapes ainsi que les ressorts totalement avachis et brisés.
.jpg)
.JPG)
.JPG)
Les paliers sont regulés en ligne. Les bielles sont régulés et usinées industriellement et non plus artisanalement (depuis plusieurs années pour notre enseigne). Le régule est bien plus régulier et durable. Dernière photo, nous vérifions l’existence des pissettes d’huile destinées à arroser le bas des pistons/chemises.
.JPG)
.JPG)
Après étanchéité, fabrication de pièces spécifiques, régulage des bielles et des paliers, nous obtenons le bloc moteur présenté.
.JPG)
On peut voir les fins cercles de matière autour des 2 fûts supérieurs et témoignant du chemisage.
.JPG)
.JPG)
Chaque puits de goujon est passé au taraud pour permettre un serrage sans difficulté ni mauvaise surprise lors de la pose de la culasse. Le jeu à la coupe des segments est contrôlé pour TOUS les segments.
.JPG)
Montage du pied de bielle sur son axe de piston : une étape longue et fastidieuse.
.JPG)
.JPG)
.JPG)
Le vilebrequin à 3 paliers. Nombreuses pièces (contre poids) sont démontables et permettent ainsi de tringler les canaux de graissage.
.JPG)
.JPG)
.JPG)
Vu l’état d’usure, il aurait été audacieux de lui confier le graissage et donc la santé de l’embiellage. La reprise des plans de surface corps et couvercle ainsi que le réglage en hauteur des pignons, permet de redonner une étanchéité suffisante à la pompe à huile.
.JPG)
Le montage des pistons et le raccordement des bielles avec le vilebrequin change fondamentalement des moteurs plus récents. Tout dabord, les ensemble bielle/pistons ne peuvent être introduits dans leur chemise que par le bas moteur. La tête de bielle est bien trop large par rapport au faible alésage des chemises. Il faudra donc entrer les 6 ensemble bielle/piston dans leur fût et ensuite présenter le vilebrequin. Evidemment, comme c’est un 6 cylindres, il va falloir raccorder les bielles aux manetons par paire de même hauteur tout en maintenant le vilebrequin (pièce très lourde) plus haut que ses paliers. Ensuite, par rotation de 120°, nous raccorderons la paire suivante, puis la dernière. Ce sont en fait les imposants contre poids du vilebrequin et la largeur conséquente des têtes de bielle qui obligent le passage de celles-ci en faisant tourner l’embiellage. Ainsi on trouve le passage pour rapprocher la bielle de son maneton sans être contrainte par les contre poids. Une fois les 6 bielles raccordées, la rotation peut se faire complètement et librement, à l’effort près, demandé par la friction des segments neufs dans les cylidnres.
.JPG)
.JPG)
.JPG)
Les circuits d’huile sont posés, le premier carter inférieur est remis en place. Le moteur commence à peser très lourd.
.JPG)
Le volant moteur a été rectifié et regarni pour recevoir le disque lisse d’embrayage. Le plateau d’embrayage est reconditionné.
Calage de la distribution de la Peugeot 183 :
.JPG)
.JPG)
1ère méthode : Rapide mais pouvant manquer de précision. (Le positionnement de la chaîne se fait une fois le 3 ème pignon (vers magnéto) rassemblé – axe, calage, et les nouveaux roulements). On profitera du pignon d’arbre à cames non fixés et de l’astucieux perçage à 5 trous pour trouver une des 5 positions qui permettra la synchro vilebrequin / arbre à cames. Le calage du vilebrequin au PMH cylindre 1 et 6 est facilité par l’usinage des contre poids qui, au PMH, doit être parfaitement parallèle au plan de surface du blco moteur (côté huile). L’arbre à cames sera placé avec balance des soupapes du cyl 1 ou 6. Un jeu d’enfant pour celui qui a fait du bi-cylindre Panhard !
.JPG)
.JPG)
.JPG)
2nde méthode : Demandant plus de temps mais très précise. Pour exploiter au mieux les performances du moteur et ce que permet sa conception, nous choisissons de peaufiner le calage en utilisant 2 comparateurs. Premièrement, cela permet de vérifier le parfait positionnement du Point Mort Haut, c’est à dire le moment où les pistons 1 et 6 sont au sommet de leur cylindre. Pour obtenir un repère précis, nous pointons sur le volant moteur, le moment où le piston montant est à 3 mm du point haut puis lorsqu’il redescend 3 mm plus bas. Le milieu de ces 2 points sera précisément le PHM. Conclusion : le PMH correspond bien avec l’alignement contre poids / le plan du carter. Nous traçons le PMH « O » en blanc sur la photo centrale ci dessus.
Ensuite nous effectuons un traçage similaire pour les soupapes. En fait nous partons du principe que la distribution est symétrique, c’est à dire que le point de croisement RFE/AOA (Retard Fermeture Echappement et Avance Ouverture Admission) sst à la même distance angulaire du RFE que de l’AOA. La photo (centrale) montre en rouge 5 mm avant que ECH soit fermée, 5 mm d’ouverture ADM. Dans le cas (rouge) le centre de ces 2 points ne coïncide pas avec le PMH.Nous utilisons le fait que le pignon d’arbre à cames possède 5 trous symétriques de fixation et qu’il a 36 dents. Rapide calcul : 36 dents pour 5 trous, cela fait 5 intervalles de 7.2 dents. Autrement dit, en tournant d’1/5ème de tour, on avance de 0.2 dents, soit 360°/36 x 0.2 = 2 °. C’est la précision du réglage possible. En décalant le pignon d’un trou, nous obtenons en vert le bon calage de la distribution. Malgré le soin apporté au calage par rapport à la balance visuelle, la méthode des comparateurs est imparable.
.JPG)
Une nouvelle vue du haut moteur avec l’ordre des soupapes ADM et ECH
.JPG)
.JPG)
.JPG)
Remontage du reniflard de vapeur d’huile. Pose des carters de poussoirs , après réglage du jeu aux soupapes (0.10 sur ADM – 0.20 sur ECH). Les carters sont laqués en cabine pour un rendu soigné.
.JPG)
-001.JPG)
Malgré nos importantes recherches, les 3 joints de collecteur, très particuliers, sont devenus introuvables. Nous réalisons une empreinte pour réaliser une fabrication spéciale. D’autres exemplaires de ces joints peuent être commander chez nous. Il suffit de nous contacter.
.JPG)
.JPG)
.JPG)
Dernier contrôle du calage de la distribution. Remontage des pare huiles et des rondelles d’appui de poulie. Le carter intermédiaire intermédiaire est remis en place, avec le bouchon de vérification de la tension de chaîne. Le réglage se fait en vissant le 6 pans en haut à droite de la dernière photo et en ayant pris soin de desserrer les 3 vis traversantes de la platine.
.JPG)
.JPG)
.JPG)
Ce qu’on pourrait appeler l’ancêtre de la poulie Damper. Le système est constitué de 2 flasques unies par 3 centrages qui prennent en sandwich la noix centrale. Les 2 flasques sont équipées de 2 rondelles de friction qui permettent une rotation sur la noix.
.JPG)
.JPG)
Réfection et contrôle du clapet de décharge de la pompe à huile. Une pièce fondamentale dans la bonne lubrificationdes pièces mobiles.
.jpg)
.JPG)
Comme le moteur n’est pas pourvu de repère sur une poulie directement liée au vilebrequin et que nous ne concevons pas de nous contenter de régler un moteur seulement à l’oreille, nous créeons un repère. Celui-ci sera fait sur la poulie de commande d’allumeur. Même si elle ne tourne pas à la vitesse du vilebrequin, son rapport de démulitplication (1/0.75) permettra de voir apparaître un repère avec une lampe stroboscopique, 1 tour sur 4. C’est largement suffisant pour vérfier la courbe d’avance et régler l’avance initiale en dynamique.
.JPG)
.JPG)
Regougeonnage du bloc moteur et préparation du joint de culasse. Le joint est enduit de Collex aviation pour parfaire l’étanchéité avec un serrage de la culasse à 6 m.kg.
.JPG)
.JPG)
Avant remise en place du moteur, nous effectuons un contrôle visuel de la boîte de vitesses. L’ouverture du carter supérieur montre une pignonerie en bon état et huilée. Le passage à vide des vitesses se fait normalement. Cependant nous ne pourrons pas plus évaluer l’état des roulements, sans démontage ou essais en charge.
.JPG)
.JPG)
.JPG)
Une remise en état générale est faite sur le compartiment moteur.
.JPG)
.JPG)
Nettoyage de l’exhausteur, l’ancêtre de la pompe à essence. Il fonctionne grâce à la dépression.
.JPG)
.JPG)
.JPG)
.JPG)
Réfection de la dynamo (prise en bout de vilebrequin) et du démarreur. Remplacement des pièces d’usure, rectification si nécessaire palier et collecteur, etc. Le conjoncteur de dynamo est cassé. Une soudure solide permet de lui redonner du service.
.JPG)
.JPG)
Une jolie commande de starter, avec le logo SOLEX.
.JPG)
La pompe à eau initialement munie d’un presse étoupe est modifiée. Le presse étoupe devant être resséré régulièrement, nous préférons usiner le corps et utiliser une garniture avec anneau céramique.
.JPG)
.JPG)
.JPG)
La magnéto est irrécupérable car un précédent apprenti sorcier l’a déformé en la serrant dans un étaut. Nous reconstituons une version 6 cylindres en utilisant le fonctionnement rupteurs/bobine externe.
.JPG)
.JPG)
Le carburateur est reconditionné.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.JPG)
Démontage du système d’alimentation en carburant : l’exhausteur.
.JPG)
.JPG)
Tous les éléments sont en place et fonctionnels, nous pouvons lancer les permiers essais statiques.
Une vidéo présentant un essai routier. Malgré le bruit du vent, on peut entendre la mélodie du 6 cylindres. Un feulement très doux, caractéristique d’un 6 en ligne. Le moteur, malgré le tout début de rodage, demande déjà à monter en régime et offre un couple de reprise très appréciable. Grâce à ce couple, il est facile de démarrer en 2nde avec sa boîte à 4 rapports, sans que cela ne pose le moindre problème. Le défilement du paysage montre la vélocité du véhicule malgré son âge.
.JPG)
.JPG)
.JPG)
Un véhicule confortable à conduire même si l’inversion pédale frein/accélérateur surprend au départ. Un moteur d’une douceur digne de la marque à la lionne, . Le freinage est efficace pour un véhicule d’avant guerre équipé de câbles. Le moteur démarre même à la manivelle sans aucune difficulté. Un modèle très rare à trouver en version torpédo. Une jolie voiture qui mérite le détour. Toute l’équipe Techni Tacot souhaite à ses propriétaires d’excellentes balades au volant de cette Peugeot.
Boutique en ligne
Vous avez besoin de pièces détachées pour réparer votre véhicule ancien ?
Vous avez aimé cet article ?
Comme nous, partagez votre passion des voitures anciennes en cliquant sur un des boutons de votre réseau social favori.
Dépannage
Eloigné de l’atelier ?
En panne ou immobilisé ?
Nous pouvons allez chercher votre véhicule sur un plateau-remorque.