V8 Ford Vedette 1953
Restauration et remise en état d’un moteur V8 Ford Vedette 1953
Reconditionnent d’un moteur V8 de Ford Vedette 1953.

Techni-Tacot dispose d’un stock de pièces neuves (ou d’occasion) pour votre véhicule :
- pistons, joints, p.à eau et à essence, dynamo, soupapes, coussinets, etc.
- freinage (garnitures, cyl. de roue, maitre cylindre, flexibles, etc.)
- pont, moteur, direction, rotules, radiateur, …
Consulter les pièces détachées en cliquant ICI
Vilebrequin du moteur V8 Ford Vedette 1953 :
Après métrologie, une rectification s’impose. Passage en cotes de réparation -0.10 (ligne) et – 0.20 (bielles)




Le débouchage est obligatoire. Le retrait des bouchons se fait après taraudage, puis extraction par inertie. La seconde photo montre ce qu’on peut trouver à l’intérieur (exceptés les copeaux de métal provenant du perçage des bouchons). Après rectification et nettoyage, de nouveaux bouchons sont remis en place. Ensuite le vilebrequin part à l’équilibrage. Bloc moteur : (modèle 53).




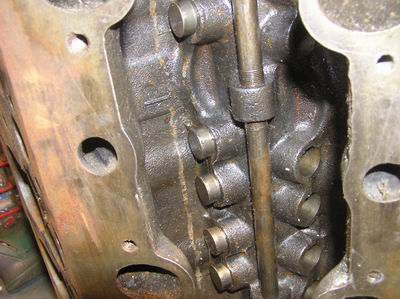
Mise à nue. Attention aux queues coniques de soupape. La dépose des guides est obligatoire et demande la fabrication d’un outil pour pousser sur le guide qui doit sortir vers le centre du V8. Les poussoirs sont très fragiles et demandent beaucoup de délicatesse et d’assurance pour ne pas en briser un (et quand je dis « un », c’est déjà beau d’en sauver 15 sur un bloc aussi oxydé). Tous les poussoirs étaient montés à l’envers : ICI (tant que ce n’est pas le cas pour les pistons ;-))
Les goujons manquants sur le nouveau bloc sont récupérés sur celui d’origine. L’extraction est très difficile car la plupart sont pratiquement soudés par oxydation au bloc. Chalumeau et pince étau d’excellente qualité seront nécessaires pour récupérer 31 goujons sur les 34.



Les puits des goujons du nouveau bloc moteur sont impérativement passés au taraud (3/8 – 16 filets UNC)
Ligne d’arbre du moteur V8 Ford Vedette 1953 :
A cette époque il n’a pas été possible de retrouver des coussinets de ligne à joues latérales. Aucune fabrication n’était à l’ordre du jour et les stocks d’époque étaient vides. (Ceci a compromis fortement le recondtionnement de ces V8 ou engendré de nombreux remontages douteux).





Cependant, une solution mécanique sérieuse consiste à utiliser des coussinets destinés aux V8 Aquilon (cotes identiques),mais sans joue. Pour recréer le calage latéral du vilebrequin et il faut fabriquer des cales de centrage en bronze (demi-lunes), puis usiner les paliers pour recevoir des demi-lunes. L’usinage est extrêment précis et permet (avec astuce) de conserver la largeur intégrale du coussinet. (Aucune photo ni côte ne sera divulguée). Cependant, Techni-Tacot peut proposer de réaliser cette opération sur votre bloc. Pour cela il suffit de nous apporter bloc cylindre, vilebrequin et coussinets de palier, le tout nettoyé. Lorsque toutes les étapes de fabrication mécanique sont achevées, le bloc est lavé sous pression avec de l’essence propre. Il faut s’assurer qu’aucun copeau métalique ou autre particule ne reste coincé dans un canal de graissage ou dans un recoin de la pièce de fonderie. Ensuite séchage à l’air comprimé, toujours pour chasser les corps étrangers.
Dépose des bouchons d’huile. Ce qui permet de tringler les canaux et de faire ressortir 60 années de dépots. On peut admirer l’état du clapet de décharge de la pompe à huile : cool ! Une pensée pour ceux qui rédémarrent des moteur après des années d’arrêt sans s’entourer de précautions.




Idem pour les pastilles latérales du bloc. On trouve toujours une sorte de vie de l’autre côté ! Métrologie des fûts : le bloc passera en cote de réparation : 67 mm.
Renvoi d’angle :
Comme toujours, un reconditionnement demande de « passer partout » pour assurer le maximum de fiabilité.


Réalésage des cylindres du moteur V8 Ford Vedette 1953 :
Le bloc moteur en cours de réalésage. La photo montre l’outil qui vient de terminer un des cylindres. Le piston visible, sert de référence pour établir le jeu de fonctionnement. On ne réalèse jamais sans être en possession du jeu de pistons neufs. C’est ainsi qu’on détermine la cote de rectification à laquelle il faut déduire la « finition » lors du déglaçage (quelques centièmes). Cette opération finale et indispensable crée une trame de micro-stries permettant l’accroche du film d’huile.

Sièges et soupapes du moteur V8 Ford Vedette 1953 :
Les poussoirs : un petit tour sur la rectifieuse supprimera le creux dû au mattage mécanique des portées.


Une queue de soupape d’origine ou rectifiée (à gauche) et d’autres meulées (à droite). Le véritable travail implique une rectifieuse qui travaille perpendiculairement à la tige de soupape. C’est ainsi qu’on peut garantir la meilleure surface de contact (perpendicularité et planéité).

Détail d’une soupape rectifiée et non pas rodée.

Idem pour les sièges qui deviennent brillants. Pendant ce temps, le céloron de l’AAC est immergée dans de l’huile neuve pendant au moins 48 H. Ceci contribue à conserver sa robustesse.

Travail habituel sur le volant moteur (surface d’appui avec le disque d’embrayage).

Les démarreur à inertie entrent assez violemment en contact avec la denture d’un volant moteur. Ici on peut voir l’usure importante de la zone. Avec une dent usée à + de 50 %, le remontage en l’état serait maladroit. Il est possible de recharger la zone abîmée au MIG et de reprendre les angles avec succès, sans avoir recours à une refabrication de la couronne.




Reconditionnement intégral du mécanisme d’embrayage. N’oubliez pas de surfacer le volatn moteur : vous obtiendrez progressivité et souplesse lors du relâchement de la pédale d’embrayage.
Remontage du moteur V8 Ford Vedette 1953 :
Conseil : commencer par remonter les deux bouchons du canal d’huile (AV et AR du bloc) . Ce sont deux vis sans tête qui seront fixées de préférence avec un peu de « Loctite ». Remettre en place le régulateur de pression d’huile, avec son joint (écrou six pans). Poser des pastilles de désablages neuves (+ un peu de pâte d’étanchéité).
Soupapes du moteur V8 Ford Vedette 1953 :
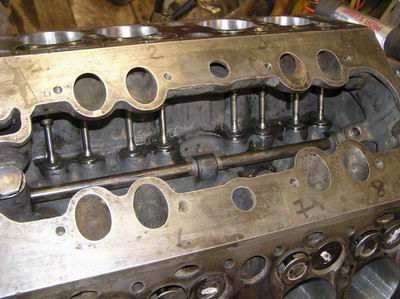
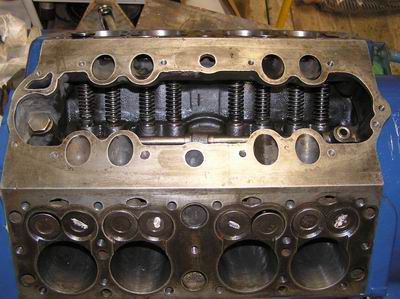
La difficulté majeure est l’absence de réglage du jeu aux soupapes. Il faut donc mettre en place l’AAC et les 16 poussoirs. Puis positionner soupapes+guides (sans ressort) . Jeu préconisé 0.30 à 0.35. Par soustraction en déduire l’épaisseur à rectifier sur la queue de chaque soupape. Eviter de meuler car la perpendicularité n’est pas respectée, préférer la rectifieuse). Il vaut mieux procéder par étape que prendre le risque de trop enlever de matière. Si par exemple, la valeur à retirer est 0.20, enlever 0.15. Avec l’expérience on se rend compte que la matière joue des tours au niveau de la précision. Se souvenir qu’il sera difficilement possible d’ajuster le jeu, une fois le moteur sur le véhicule. De ce fait, soigner le travail et ne pas hésiter à refaire des mesures.




Lorsque le jeu mesuré approche celui préconisé, il est bon de peaufiner l’ajustage en rectifiant le haut des poussoirs.

Premièrement parce que cela permet de redonner une planéité de contact aux poussoirs, ensuite parce qu’il est beaucoup plus facile de retirer qq centièmes sur un cylindre de 40 mm de haut que sur une tige de soupape. (Quelques centièmes enlevés ne supprimeront pas le traitement du métal)
Temps de travail nécessaire, les deux méthodes:
- une bonne journée pour un travail soigné,
- ou 20 minutes en coupant les tiges de soupapes à la disqueuse, mais le résultat est très très médiocre ;-))





{kind=link}
Le bloc cylindre peint en bleu , couleur des moteur reconditionnés de l’époque
L’embiellage et ses surprises :
- – une des bielles est fortement vrillée. Alignement et « équerrage » sont nécessaires. Grâce à la forte élasticité du métal, elle sera sauvée.
- – la plupart des têtes de bielles de ce moteur ont reçu des chocs importants. Il est possible d’imaginer qu’un marteau a été utilisé pour débloquer « sauvagement » les pistons du bloc. Encore une fois, ce genre de geste malheureux va coûter des longues heures de rectifications. Mais chez Techni-Tacot on est patient.


Dans le cas de 7 des 8 bielles, les chocs ont ovalisé les têtes et rendu impossible le montage des coussinets (serrage anormal sur les manetons). Pour remédier au défaut, un usinage direct aurait été désastreux : enlèvement trop important de matière, affaiblissement des pièces. C’est donc à la presse que les bielles vont retrouver une forme quasiment circulaire (au niveau du logement des coussinets), mais à la façon d’une main d’acier dans un gant de velours.
En effet une presse professionnelle équipée d’un mano glycériné, permet de mesurer l’effort appliqué et ainsi de quantifier les déformations successives qui vont progressivement redonner la forme initiale. Après chaque contrainte à la presse, des mesures sont prises au comparateur d’alésage. Lorsque l’écart d’ovalisation se réduit à quelques centièmes, l’alésage de la bielle est rectifiée au tour.
L’opération de sauvetage complète a été longue et fastidieuse car elle a nécessité de nombreux montages et redémontages sur le vilebrequin. C’est ainsi qu’on peut versifier l’absence de friction résiduelle sur chaque maneton. Sans cela, c’est le serrage irréversible d’un moteur neuf, en quelques minutes.
Préparation des équipages mobiles du moteur V8 Ford Vedette 1953 :
Avant de monter les ensembles appariés, il aura été nécessaire de vérifier chaque bielle, filetage, écrou, la propreté des alésages recevant les coussinets, etc … Segmentation : celui qui aime jouer à la roulette russe peut se passer de vérifier le jeu de TOUS les segments. Mais avec un coût de reconditionnement aussi élevé, j’attire fortement l’attention de chacun sur la nécessité de faire cette vérification. C’est valable aussi bien pour un jeu de pistons neufs actuels ou provenant d’un ancien stock. Non seulement les jeux sont mauvais (risque de serrage) mais de plus l’erreur est différente d’un segment à l’autre.




Poids des ensembles : comme pour chaque moteur, une pesée à 0.1 g près montre l’étendue des dégats. La tolérance mécanique est de 2 g d’écart maximal entre les équipages. La palme étant décrochée par un des 8 axes de pistons qui affiche à lui seul 7.2 gr de plus que les autres. Quant aux pistons, 4 g d’écart. On peut se demander si à 1200 euros le jeu de pistons, on ne peut pas s’attendre à avoir des segments prêts à monter, et des pistons mieux moulés. Au final le remontage des axes ne sera même pas possible. Trop longs de 1mm, ils rendent impossible le montage des circlips. (retour expéditeur).
Merci Messieurs les fabricants français !
Vilebrequin du moteur V8 Ford Vedette 1953 :
Un travail important d’équilibrage sur la ligne complète permet de redonner une utilisation possible de la pièce, avec un résultat dépassement les caractéristiques de l’époque. On ne parlera pas de l’état lors de son arrivée à l’atelier, état qui pouvait lui permettre tout juste de servir de pied de lampe !

L’équilbrage final : 0.3 g. Les pistons sont glissés dans les fûts. Beaucoup de vigilance pour ne pas confondre les chiffres (marquage américain des années 50 – Confusion entre les 1,7 et 4 ainsi qu’entre les 3 et les 8). Attention au positionnement asymétrique des fentes des pistons :
- – côté 1-2-3-4 la fente va vers le centre du bloc,
- – côté 5-6-7-8., vers l’extérieur du bloc,
Déport des bielles : le côté les plus proches des bielles jumelles (1 et 5, 2 et 6 etc.) vont l’un contre l’autre. Si l’info vous semble floue, relisez la RTA jusqu’à compréhension parfaite. Il en va de la durée de vie du moteur. Les tresses d’étanchéité sont posées. Toute une polémique alimente les forums, quant à la nature des tresses et à la façon de les poser.



Les tresses du moteur V8 Ford Vedette 1953 :
Techni-Tacot évite d’utiliser les tresses blanchâtres séches, ressemblant à de la mêche pour lampe à pétrole et préfère utiliser une base téflon chargée en graphite. Le glissement est meilleur et la matière est saturée en lubrifiant (pas d’effet de pompage par capilarité).
La friction engendrée par le serrage des tresses sur la portée du vilebrequin doit être suffisante pour réaliser une étanchéité suffisante, sans pour autant risquer de « couler » le vilebrequin par échauffement. N’écoutez pas ceux qui disent qu’il est normal de devoir desserrer lors des premiers démarrages, le carter contenant la tresse, ou ceux qui sur-alimentent le démarreur 6V avec une batterie de 12V, pour vaincre l’effort excessif.
Retenez par contre qu’une fois l’embiellage remonté avec ses 8 pistons, même dans des fûts réalésés (donc non rodés), la rotation de l’ensemble se fait avec la manivelle ou, une clé sans nécessiter un effort très important. De même que le démarreur en 6V (je précise bien 6V) devra faire tourner le moteur sans problème. Si ce n’était pas le cas, il faudrait remédier immédiatement à ce défaut pour éviter une catastrophe (On exclue une déficience du démarreur ou de la batterie).
Allumeur du moteur V8 Ford Vedette 1953 :
Ce moteur va recevoir un allumage cartographique. Ainsi ce V8 pourra fonctionner avec une véritable avance centrifuge et offrir des reprises bien plus efficaces. Cette amélioration technique n’est pas indispensable, mais lorsqu’on essaie une Vedette équipée ainsi, …



Un allumeur en très mauvais état est choisi pour être vidé de sa mécanique et recevoir un capteur optique relié par l’intermédiaire d’une prise, au calculateur. Malgré l’oxydation importante et l’aspect hors d’usage, le résultat est satisfaisant. Différents bains chimiques ont redonné un bel aspect à l’alluminium. L’allumeur reçoit une tête neuve (disponible chez Techni-Tacot).
Renvoi d’angle :
(Au préalable démontage complet indispensable).



La mise en place est simple mais demande de faire attention au léger déport du « plat » d’entrainement avec la fente du pignon de distribution
Volant moteur et embrayage du moteur V8 Ford Vedette 1953 :
Le roulement centreur est changé (type 6203).




Robinet de vidange et écrous de collecteur, en laiton.
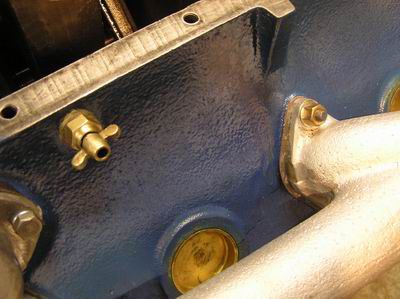
Les robinets sont détartrés, puis lubrifiés à la graisse silicone. Le montage peut avantageusement se faire avec pâte et filasse de plomberie (démontage ultérieur aisé).
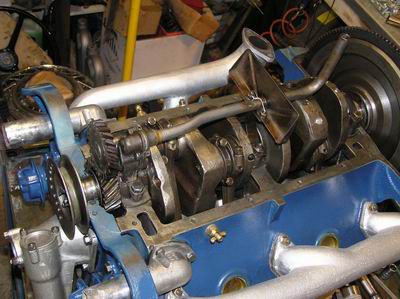
(Un contre temps retarde la mise en place du dernier palier comportant la pompe à huile. L’ordre de remontage du moteur en est de ce fait, modifié. Ceci n’est pas pour simplifier la tâche).





D’ailleurs, en anecdote, j’aimerais bien savoir quel est le brillant ingénieur qui a décidé que le chapeau de palier AV et le corps de pompe à huile ne feraient qu’un ! Si par malheur la pompe à huile se fissure, se bloque, que le corps est hors service, cela condamne le bloc moteur complet. En effet il est impossible de monter un autre palier que celui usiné d’orgine, ou alors cela impliquerait de faire usiner une ligne d’arbre complète, pour un coût exhorbitant. Simplement deux boulons, Monsieur l’Ingénieur et le tour était joué !
Remontage des 34 goujons de culasse, mise en place des joints de culasse.
Présentation des culasses dont le plan de surface a été rectifié. Remplacement de la boulonnerie oxydée par un jeu de rondelles+écrous zingués (dimensions impériales). L’aspect visuel s’en ressent.
Serrage au couple 4 m.kg dans l’ordre prescrit par la RTA.
Pompe à huile du moteur V8 Ford Vedette 1953 :
Le pignon était brisé. L’extraction requiert une très haute vigilance pour ne pas casser le corps de la pompe et de ce fait, le palier AV. Un tel accident placerait au rebus le bloc moteur complet ou entraînerait un cout de réparation très élevé.
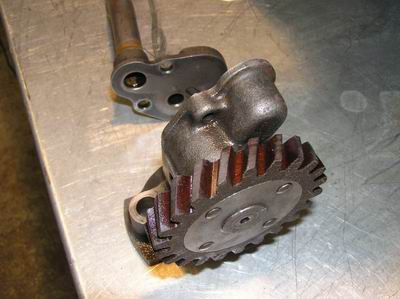


Un axe-pignon neuf est remonté provenant d’un ancien stock neuf, car les refabrications actuelles étaient contestables. Immersion dans l’huile 20W50 pendant qq jours pour le pignon en Céloron. Contrôle de l’état de surface de la plaque de fermeture. Remontage avec un joint papier très mince et vérification de la parfaite rotation de l’ensemble. Démontage et nettoyage soigneux du clapet de décharge, latéral. Ne pas oublier de freiner avec un fil d’acire, les boulons percés pour cet effet. Positionner la plaque anti-déjaugeage en milieu de vilebrequin, freiner ses écrous. (sauf si vous aimer la vie dangereuse !)
NB :Certains Ford Vedette n’ont pas cette plaque et fonctionnent très bien. Il suffit pour cela de ne pas prendre des virages trop à la corde.
Carter d’huile du moteur V8 Ford Vedette 1953 :
Mise en place des tresses inférieures (toujours un plaisir à réaliser !). Carter à remonter AVEC un joint liège, sinon risque de surcompression des tresses inf. sur le vilebrequin. Serrage modéré.



Rappel : le carter d’huile comporte deux logements pour les tresses inférieures d’étanchéité. Au départ, il est prudent de ne pas trop serrer celui -ci afin de ne pas exercer un serrage important tant que les tresses ne sont pas bien en place. Ne pas oublier de surveiller pendant le rodage, le serrage du carter (joint liège). Le moteur commence a avoir une fière allure…

Avant / Après
Le moteur au complet.
Après remontage complet, le moteur est placé sur un chariot pour effectuer les premiers démarrages. Les premiers tours de moteur sont réalisés bougies démontées pour permettre plus rapidement et sans trop soliciter le démarreur, l’amorçage rapide de la pompe à huile et la montée en pression de tous les points vitaux. Le contrôle de la pression d’huile est indispensable. Par la suite, une lampe test est connectée pour mettre en évidence un problème de graissage. Une fois assuré de présence de la pression d’huile, on peut lancer le démarrage réel. Etant donné que le moteur est entièrement reconditionné, et du fait de l’utilisation de tresses, Techni-Tacot conseille d’effectuer des démarrages très courts.
Boutique en ligne
Vous avez besoin de pièces détachées pour réparer votre véhicule ancien ?
Vous avez aimé cet article ?
Comme nous, partagez votre passion des voitures anciennes en cliquant sur un des boutons de votre réseau social favori.
Dépannage
Eloigné de l’atelier ?
En panne ou immobilisé ?
Nous pouvons allez chercher votre véhicule sur un plateau-remorque.